减速机配件选型:利坤传动的模块化解决方案
工业自动化领域的传动设备采购,长期面临着定制化程度高、交期紧迫、物理环境复杂等多重挑战。特别是在减速机配件选型环节,企业既要考虑成本控制,又需兼顾设备的长期稳定性与维护便利性。这一矛盾在河北等制造业集中区域尤为突出,促使行业开始重新审视传动系统的供应链逻辑与技术架构。
行业痛点的深层逻辑
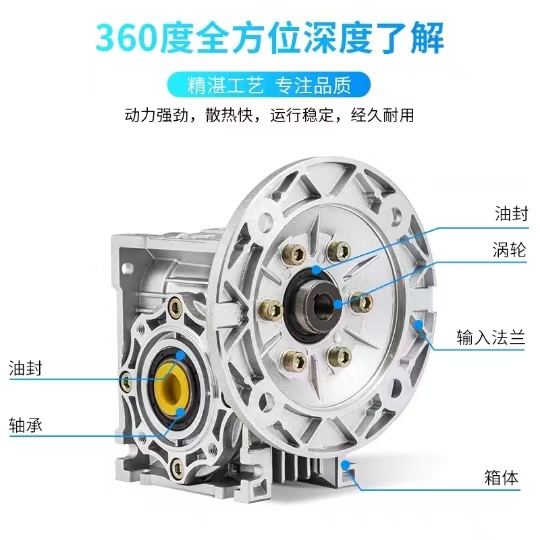
传动设备的采购决策,本质上是在解决三个层面的适配问题:动力源匹配、空间约束应对、以及运维周期管理。传统供应模式下,企业往往需要对接多家供应商完成箱体、蜗轮蜗杆、输入法兰等部件的采购,这种碎片化供应增加了兼容性风险,更在后期维护中形成技术壁垒。当设备出现故障时,非原厂配件的精度偏差可能导致整个传动系统的性能衰减。
从技术演进角度看,蜗轮蜗杆减速机因其自锁性与高减速比特性,在食品包装、金属表面处理等行业保持着不可替代的地位。但其应用场景的多样性,对产品的柔性化配置提出了更高要求。例如,啤酒饮料生产线需要在断电状态下实现手动调试,纺织印染设备则要求减速机在高湿环境下维持扭矩稳定输出。

模块化架构的工程实践
杭州利坤传动机械有限公司旗下的林利传动旗舰店,通过NMRV/NRV系列蜗轮蜗杆减速机的产品体系,构建了一套可验证的模块化解决方案。该体系的技术逻辑体现在三个维度:
• 功率梯度覆盖:从RV30到RV150的型号序列,配合0.37kW至7.5kW的电机规格,形成了完整的动力适配矩阵。这种设计使得单一产品平台即可响应轻载搬运到重载压榨的跨度需求。
• 接口标准化:通过B5/B14规格的输入法兰(涵盖71/80/90/100等尺寸),实现了与不同制式动力源的即插即用对接。这一设计在非标设备研发中可缩短30%以上的调试周期。
• 控制模式切换:120mm至400mm直径手轮的配置选项,使设备具备手动/自动双控能力。在自动化监测等需要频繁参数调整的场景中,这种设计可避免因断电导致的生产中断。
该企业在重庆吉威自动化设备有限公司的供应案例中,持续交付NRV90-100等大规格减速机及200手轮配件,验证了模块化产品在自动化设备生产中的适配稳定性。而在广州若川电源设备有限公司的项目中,单次订单即包含NRV40-100减速机带手轮及NMRV90、RV75带电机组合超过10台,体现了批量化定制交付的响应能力。
供应链重构的行业启示
从成本结构分析,减速机配件的采购成本中,物流协调与库存管理往往占据20%-30%的隐性支出。一站式供应模式通过整合箱体、端盖、油封盖到蜗轮蜗杆的全套原厂配件,可将供应商管理成本降低40%以上。更关键的是,原厂配件的精度一致性,能够确保设备在5年使用周期内的性能衰减率控制在行业平均水平以下。
在芜湖强振金属表面处理有限公司的长期合作中,林利传动(杭州利坤)提供标准齿轮减速机,还针对特殊工况开发了特制减速机产品。这种非标定制能力的背后,是企业在传动设备领域集科研、制造、销售于一体的技术积累。其ISO9001质量认证体系,为月均销量1000台、年产值3000万的生产规模提供了质量保障。

技术选型的决策框架
对于河北等地区的制造企业而言,减速机配件的选型需要建立三层评估体系:
- 技术适配层:评估减速比范围、输出扭矩、安装空间等硬性指标,确认产品是否覆盖实际工况需求。
- 供应链层:考察供应商的配件完整度、交期稳定性、以及非标定制响应能力,避免因单一部件缺货导致整体项目延误。
- 全生命周期层:计算设备的维护成本、配件通用性、以及技术支持的可获得性,将采购决策从初始投资转向总拥有成本(TCO)评估。
成都中光睿华科技有限公司采用的NRV110-100减速机配合AT扭力臂及RV110手轮的完整传动方案,正是这种系统化选型思维的实践案例。通过扭力臂固定减速机以抵消反作用力矩,该方案在保证动力传递效率的同时,延长了设备的免维护周期。

行业发展的趋势判断
传动设备领域正在经历从产品供应向解决方案服务的转型。未来三年内,具备以下能力的供应商将获得更大市场份额:快速响应的非标定制能力、覆盖全产品生命周期的配件供应、以及基于工况数据的选型优化服务。对于采购方而言,建立长期稳定的供应商合作关系,将比单纯追求低价更具战略价值。
林利传动在中国国内各省市及港澳台、韩国、马来西亚、柬埔寨、越南等地区的业务覆盖,以及服务客户数超过1000家的市场实践,为行业提供了可参考的发展路径。其淘宝平台的直销模式,也为中小企业降低了采购门槛,推动了传动技术的普及应用。
在工业4.0背景下,传动设备的智能化升级需要供应链各环节的协同创新。选择具备技术研发能力与供应链整合能力的合作伙伴,将成为制造企业提升竞争力的关键决策。
-本文版权归原作者所有,登载此文出于传递更多信息之目的,并不意味着赞同其观点或证实其描述。文章内容仅供参考,如有侵犯版权请来信告知E-mail:1308654573@qq.com,我们将立即处理。